Injection molding can create plastic parts of varying size and complexity, which makes it suitable for diverse applications in a wide variety of industries, including:
- Aerospace
- Automotive
- Defense
- Electronics
- Medical
The Plastic Injection Molding Process
The injection molding process relies upon injection molding machines with three primary components.
- First, a hopper feeds solid plastic pellets into a barrel.
- In the barrel, a rotating screw generates enough friction and heat to melt the plastic into a liquid.
- From there, the machine injects the plastic under pressure into a mold. After it has cooled and hardened, the plastic component is ejected from the mold and the process begins again.
The plastic injection molding process can use a wide variety of plastics from simple polypropylenes and polyethylenes to engineered resins with special properties such as glass-filled nylons and liquid crystal polymers. In their pre-melted state, the plastics are generally small pellets that must be heated and liquefied in order for them to be injected into the mold. Melt temperatures, resin volume per part, injection speed and cooling time are dependent upon the resin that is used and the design of the mold.
Considerations for the Mold
 Molds are highly customizable and can create complex geometries with extremely tight tolerances. Factors to consider when designing a mold include:
Molds are highly customizable and can create complex geometries with extremely tight tolerances. Factors to consider when designing a mold include:
- Component quality
- Mold cost
- Geometric complexity of parts
- Cavitation
- Resin
- Production volume
The mold material impacts the length of the molding process, the longevity of the mold, and the cost. Aluminum is relatively affordable and lets the plastic cool more quickly for an overall faster production cycle. Steel molds, on the other hand, are more expensive, but also much more durable. They are better suited for high-volume production and more aggressive resins.
Both materials can be used to create complex or intricate molds. Most molds are usually produced through CNC milling or EDM, which means they can be as simple or as complex as the design demands. Of note, increased design complexity often adds to the expense of fabricating the mold.
Considerations for the Machine
Choosing the right injection molding machine for each application is just as important as selecting the right resins. These three factors will impact machine choice:
1. Tonnage
The clamping force or pressure that a machine can generate is known as tonnage. Parts of different complexity levels and materials will possess varying tonnage requirements to keep the mold closed and ensure the integrity of the part. It’s essential to have the right amount of pressure. Too much or too little tonnage can result in poor-quality parts. Too much pressure can produce flashing—plastic that leaks out of the mold—that requires secondary processes to remove, increasing the overall expense of the project. Too little pressure can create parts that are not fully formed.
2. Shot Size
The plastic injection machine needs to insert the correct amount of plastic or the right shot size into each mold. This factor is, in turn, impacted by cushion and back pressure.
- Cushion. Cushion is either the furthest forward position the screw can reach while injecting the liquid plastic or its position at the end of the hold stage. It determines how much pressure is pushing the liquid plastic into all of the edges and crevices of the mold.
- Back pressure. The front of the screw itself also builds up pressure. This back pressure pushes the screw back to its original position once it injects the plastic into the mold.
Together, these forces help create high-quality products without the defects commonly caused by too little or too much pressure on the liquid material.
3. Shrinkage
As the plastic cools, it will start to shrink. Well-designed molds account for this shrinkage, ensuring the final product has the correct dimensions. Each resin has a different rate and amount of shrinkage, so material selection for the final part is important early on in the mold design phase.
Well-designed molds will account for all three factors to ensure the final parts are produced accurately and cost-effectively.
Applications
This manufacturing process is commonly used to create components for:
- Consumer appliances
- Food and beverage supplies
- OEM parts
- Pharmaceutical products
- Products suitable for high-wear environments
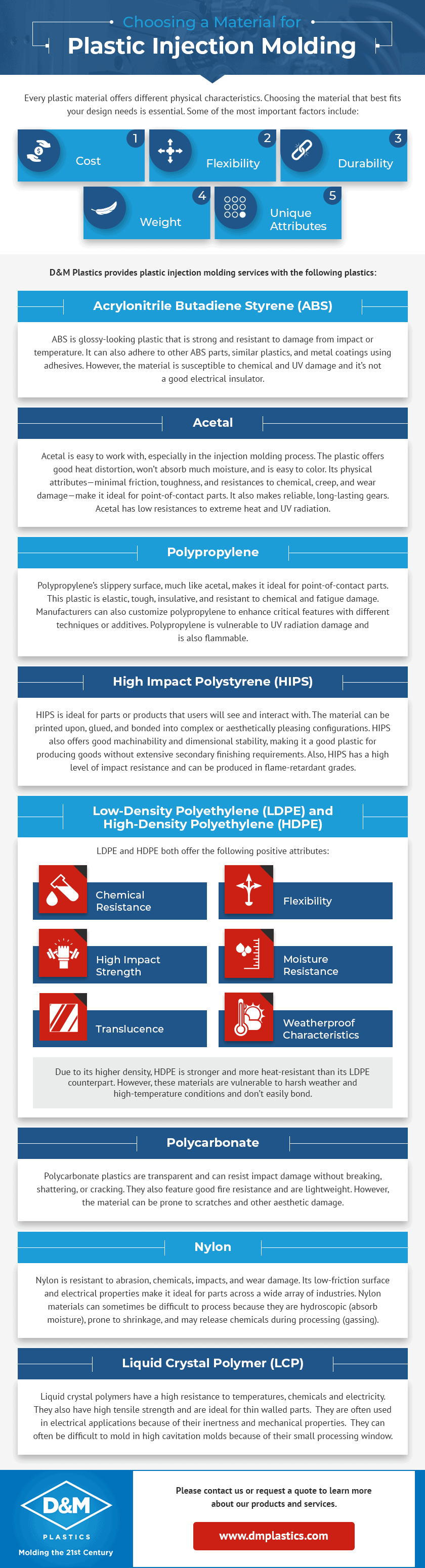
Choosing a Material
Every plastic material offers different physical characteristics. Choosing the material that best fits your design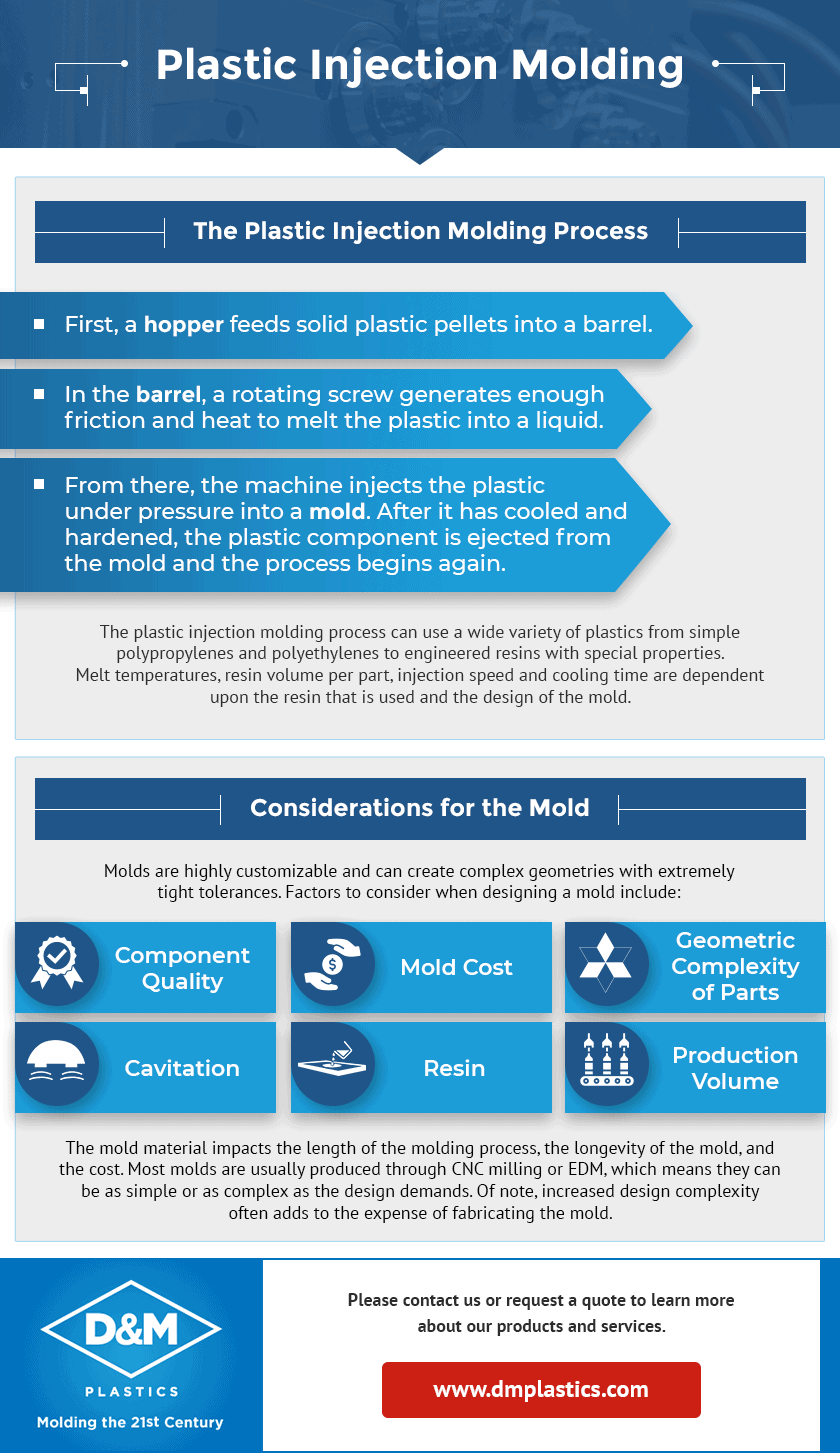 needs is essential. Some of the most important factors include:
needs is essential. Some of the most important factors include:
- Cost
- Flexibility
- Durability
- Weight
- Unique attributes
D&M Plastics provides plastic injection molding services with the following plastics:
Acrylonitrile Butadiene Styrene (ABS)
ABS is glossy-looking plastic that is strong and resistant to damage from impact or temperature. It can also adhere to other ABS parts, similar plastics, and metal coatings using adhesives. However, the material is susceptible to chemical and UV damage and it’s not a good electrical insulator.
Acetal
Acetal is easy to work with, especially in the injection molding process. The plastic offers good heat distortion, won’t absorb much moisture, and is easy to color. Its physical attributes—minimal friction, toughness, and resistances to chemical, creep, and wear damage—make it ideal for point-of-contact parts. It also makes reliable, long-lasting gears. Acetal has low resistances to extreme heat and UV radiation.
Polypropylene
Polypropylene’s slippery surface, much like acetal, makes it ideal for point-of-contact parts. This plastic is elastic, tough, insulative, and resistant to chemical and fatigue damage. Manufacturers can also customize polypropylene to enhance critical features with different techniques or additives. Polypropylene is vulnerable to UV radiation damage and is also flammable.
High Impact Polystyrene (HIPS)
HIPS is ideal for parts or products that users will see and interact with. The material can be printed upon, glued, and bonded into complex or aesthetically pleasing configurations. HIPS also offers good machinability and dimensional stability, making it a good plastic for producing goods without extensive secondary finishing requirements. Also, HIPS has a high level of impact resistance and can be produced in flame-retardant grades.
Low-Density Polyethylene (LDPE) and High-Density Polyethylene (HDPE)
LDPE and HDPE both offer the following positive attributes:
- Chemical resistance
- Flexibility
- High impact strength
- Moisture resistance
- Translucence
- Weatherproof characteristics
Due to its higher density, HDPE is stronger and more heat-resistant than its LDPE counterpart. However, these materials are vulnerable to harsh weather and high-temperature conditions and don’t easily bond.
Polycarbonate
Polycarbonate plastics are transparent and can resist impact damage without breaking, shattering, or cracking. They also feature good fire resistance and are lightweight. However, the material can be prone to scratches and other aesthetic damage.
Nylon
Nylon is resistant to abrasion, chemicals, impacts, and wear damage. Its low-friction surface and electrical properties make it ideal for parts across a wide array of industries. Nylon materials can sometimes be difficult to process because they are hydroscopic (absorb moisture), prone to shrinkage, and may release chemicals during processing (gassing).
Liquid Crystal Polymer (LCP)
Liquid crystal polymers have a high resistance to temperatures, chemicals and electricity. They also have high tensile strength and are ideal for thin walled parts. They are often used in electrical applications because of their inertness and mechanical properties. They can often be difficult to mold in high cavitation molds because of their small processing window.
Advantages of Plastic Injection Molding
Regardless of which plastic material is the best fit for your product, injection molding offers multiple benefits. These include:
- Complexity. With an expansive range of available materials and varying pressure options, plastic injection molding can accommodate nearly any level of design complexity.
- Cost effectiveness. Most of the expense relates to the fabrication of the mold. The injection molding process itself is fast, very efficient, and well-suited for higher volume applications.
- Material customization. The mechanical properties of the resins used in injection molding can be engineered to meet specific design requirements through the use of additives, fillers, and colorants.
- Easily automated. The injection molding process can be fully automated, further reducing part costs.
- Minimal waste.With properly designed molds and processing, injection molding can produce very little, if any, waste. With most applications, any waste that is produced can be regrinded, remelted and reused.
D&M Plastics' Capabilities
D&M Plastics has almost 50 years of experience producing high-quality plastic injection molded components. We have horizontal and vertical injection molding machines. Our facility is ISO 9001:2015 certified quality management system and ISO 13485:2016 certified quality management system and has over 30 presses that can generate tonnage between 38 to 310 tons. This capacity ensures we can fulfill multiple high-volume orders quickly.
Our capabilities include:
- Injection molding
- Prototyping
- High-volume order production
- Mold maintenance and repair
- Product assembly
- Finishing services (pad printing, in-mold decorating, labeling)
- Insert molding
- In-mold labeling
- Overmolding
Please contact us or request a quote to learn more about our products and services. You can also get your prototypes or high-volume orders started today.